Горизонтальные механические прессы представляют собой аппараты, разработанные на основе вертикальных прессов, в которых разрыхление (переворачивание) виноградных выжимок производится механически. Извлечение сока также происходит механическим путем: он отделяется при сжатии винограда одной или двумя подвижными прессующими плитами.
Корзина выполнена в виде вращающегося цилиндра, находящегося в горизонтальном положении. При вращении в том или другом направлении происходит сближение (прессование) или удаление (разрыхление и разгрузка) плит. Загрузку и разгрузку осуществляют через одно и то же отверстие, сок и вино собирают под корзиной, так же как и выжимку. Перемешивание мезги производится кольцами, цепями или нейлоновыми тросами, складывающимися в выжимке при сжатии и натягивающимися при отходе плиты.
Рабочий цикл такого пресса периодический, он связан с возвратно-поступательным движением плит. Отбор различных фракций сока производится по времени в пределах каждого рабочего цикла и регулируется вручную или полностью автоматически в соответствии с рабочим давлением определенной силы и со степенью осушения выжимки по заранее определенной программе. Пресс приводится в действие электроэнергией.
Горизонтальные механические прессы включают следующие узлы (рис. 14.3).
Блок прессования.
Он состоит из механических органов, предназначенных для размещения винограда и извлечения сока.
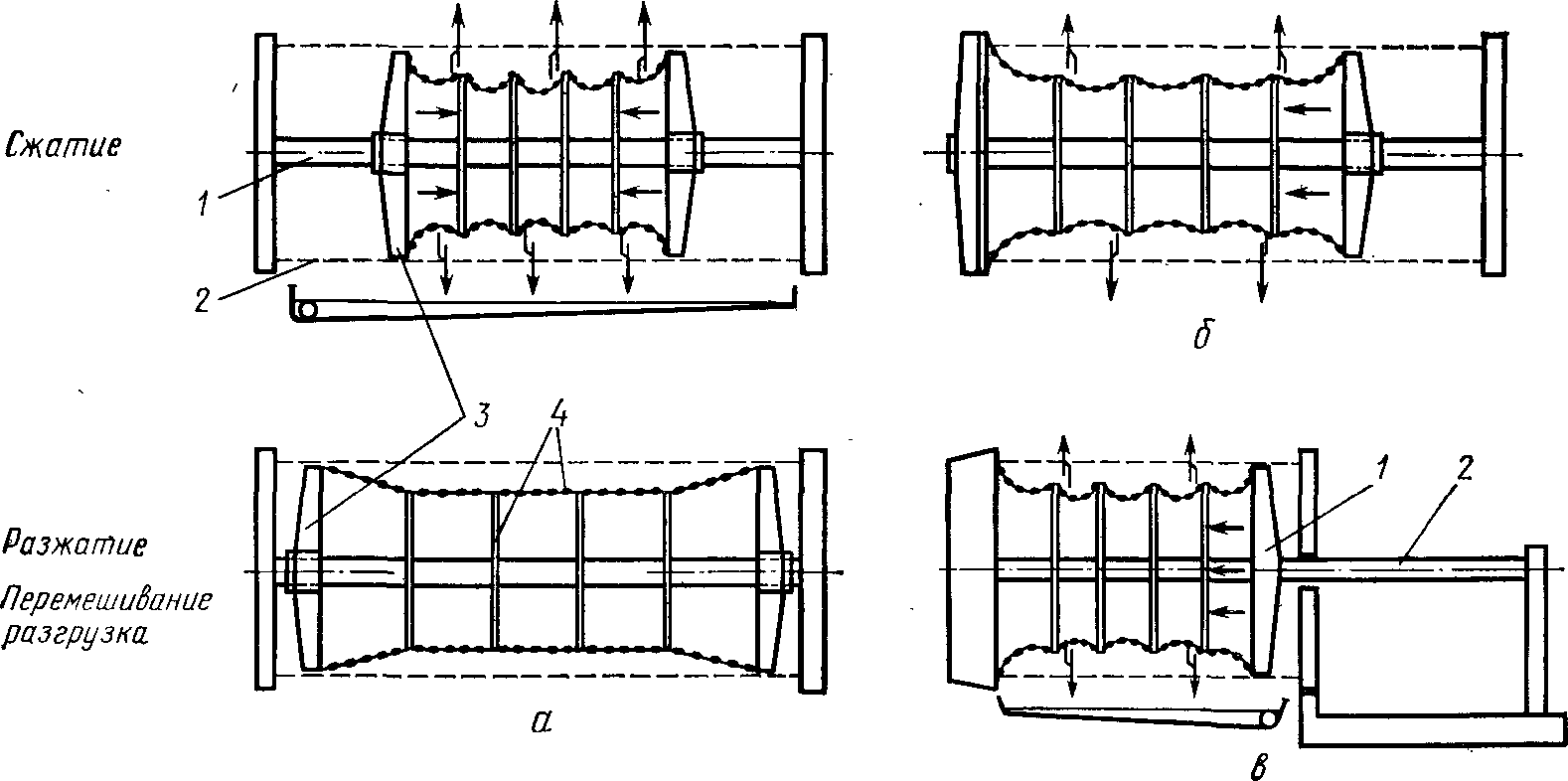
Рис. 14.3. Схемы механических прессов горизонтального типа:
а — с 2 плитами: 1 — винт; 2— корзина; 3 — плиты; 4 — цепи и кольца; б — с одной плитой; в — с наружным винтом: 1 — плита; 2 — винт.
Корзина (барабан, цилиндр). Она представляет собой фильтрующую емкость, устойчивую к давлению. Корзина расположена горизонтально и снабжена на обоих концах зубчатыми колесами, посредством которых она приводится в движение. Некоторые модели прессов имеют одно зубчатое колесо. Корзины по традиции изготовляли из деревянных планок, стянутых металлическими обручами. Такие изделия еще существуют, но наблюдается общая тенденция к замене их корзинами из листовой нержавеющей стали с перфорацией и цилиндрами из армированного полиэфирного стекловолокна. Действительно, дерево ставит перед машиностроителями целый ряд проблем (заготовка, сушка, монтаж). По мере использования корзины деформируются, а износ деревянных деталей с течением времени ведет к тому, что они начинают пропускать семена и кожицу, растительные ткани. Новые материалы позволяют избежать этих недостатков, уменьшить шероховатость внутренних и внешних поверхностей и облегчить мойку.
Вместимость корзины определяет тип горизонтального пресса, она может составлять от 3 до 125 гл. К самым мелким прессам относятся прессы, называемые домашними. Корзины вместимостью от 15 до 40 гл больше относятся к мелким хозяйствам, более крупные — к винодельческим кооперативам. Иногда имеется некоторая разница между теоретической и реальной вместимостью корзины между прессующими плитами. Существует очень непостоянное отношение между массой загруженного винограда и вместимостью, которую автор называет коэффициентом загрузки.
Корзины имеют люк для загрузки, открытие и закрытие которого производится вручную. В последнее время (1975) один французский конструктор разработал пресс с так называемой кольцевой дверцей, обеспечивающий автоматическую загрузку и разгрузку винограда (рис. 14.4). Корзина имеет две секции без перфорации, но каждая со своей дверцей. Когда эти секции занимают верхнее положение, производят загрузку корзины, когда же необходимо разгрузить корзину, секции устанавливают в нижнее положение.
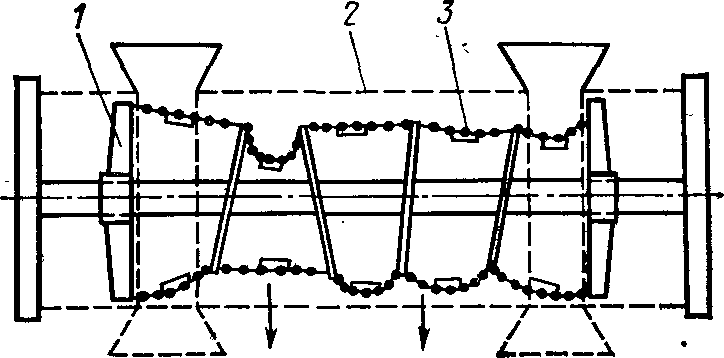
Рис. 14.4. Схема горизонтального пресса с кольцевыми дверцами (новинка 1976 г.): 1 — плита; 2 — средняя секция; 3 — спираль.
Во время загрузки средняя секция может вращаться, вызывая повышение давления в направлении к стенкам и значительное стекание сока. Такое устройство автоматизирует загрузку и выгрузку пресса, исключая применение ручного труда для открытия, загрузки и закрытия корзины. При такой конструкции производительность возрастает на 50% по сравнению с обычным прессом с такой же вместимостью корзины.
Винт корзины. Винт корзины у прессов с двумя плитами представляет собой вал с двойной обратной резьбой, выполненный из мягкой стали (а не из нержавеющей, из соображений стоимости) и покоящийся концами на двух подшипниках. Он обеспечивает боковое перемещение прессующих плит. Следовательно, можно констатировать, что недостатком такого винта является его прямой контакт с виноградом, что ведет к обогащению вина железом, смазочными веществами и к раздавливанию семян.
Известны также прессы с винтом снаружи корзины или гидравлического действия, которые благодаря такой конструкции обеспечивают полное отсутствие какого-либо контакта винограда с металлами, но они имеют большие габариты. У большей части прессов винт неподвижен, но в некоторых прессах последней модели он вращается (прессы с вращающимися винтами) в направлении, обратном направлению вращения корзины, в целях ускорения бокового перемещения прессующих плит (до 70 см/мин).
Во время опыта, проведенного в Жиронде (см. с. 340) с белым виноградом, продолжительность экстракции сока составила для пресса с неподвижным винтом 2 ч 53 мин; для пресса с вращающимся винтом 1 ч 53 мин. Но следует указать, что в первый час экстракция давала в обоих случаях 90% общего количества сока.
Узел перемешивания выжимки. Этот узел, находящийся внутри корзины, состоит из цепей и колец или нейлоновых тросов и колец из кадмиевой стали или еще лучше из нержавеющей стали. Во время сжатия узел погружается в выжимку. При обратном ходе плит цепи, закрепленные на плите, натягиваются и разрыхляют выжимку.
К блоку экстракции относятся также другие механические приспособления: вал привода колес корзины, если он есть, приспособления для смазки и др.
Шампанские прессы не имеют системы механического измельчения выжимок во избежание разрыва гребней и кожицы. Разрыхление выжимки происходит только за счет декомпрессии, вызываемой отходом плиты.
Прессующие плиты. Плиты предназначены для сжимания винограда. Они представляют собой диски с гайкой в центре.
Наибольшее распространение имеют прессы с двумя симметрично расположенными плитами. Прессы с одной прессующей плитой и внутренним винтом постепенно выходят из применения, несмотря на их более простую конструкцию. Причина заключается в более длительных промежутках нерабочего времени (простоя пресса). Прессы с наружным винтом или гидравлического действия имеют одну плиту, другим же элементом камеры сжатия служит дно корзины.
Силовая установка. Этот блок состоит из генераторов и устройств для передачи энергии.
Горизонтальные прессы обычно обладают передним ходом большой и малой скорости, задним ходом большой и малой скорости. Некоторые же модели приводятся в движение вращающимся винтом в обоих направлениях. Все эти движения обеспечиваются несколькими электромоторами относительно малой мощности (от 0,7 до 4,5 кВт). Редукция режима обеспечивается промежуточными трансмиссиями (клиновые ремни, цепи, коробка передач, набор шестерен).
Гидравлические прессы обладают двумя системами привода: механический привод корзины и гидропривод. Блок передачи движения обычно включает приспособления для обеспечения надежности работы и защиты моторов и механических органов (тепловые предохранители, тормозные моторы для предотвращения опрокидывания корзины, безопасность гидравлических устройств).
Блок поддержки.
В этот блок входит рама, в прошлом выполнявшаяся из профилированного железа, в настоящее время из фальцованных и сваренных стальных полос, обычно имеющая форму параллелепипеда. Она стоит на четырех опорах, нижние сечения которых должны находиться строго в одной плоскости. Поверхность фундамента также должна быть строго горизонтальной для лучшей работы пресса (особенно прессов с вращающимся винтом).
На производстве часто бывает желательно, чтобы горизонтальные прессы были передвижными и могли перемещаться внутри винзавода по прямой или какой-либо другой линии, иногда и между заводами. В первом случае стараются организовать или прием сброженной мезги непосредственно в прессы (лучший способ с точки зрения энологии), или перемещение на постоянное место работы для выгрузки мезги на месте ее складирования. Перемещение такого рода предпочтительно производить по прямой линии, так как это дает возможность использовать рельсовый путь, требующий минимальных тяговых усилий.
В ином случае пресс снабжают направляющим тягачом с ручками. Прессы вместимостью до 30 гл можно перемещать вручную. Более крупные прессы ставят на автоприцеп-платформу или перетягивают тросами. Именно поэтому большие прессы устанавливают стационарно. При использовании средств транспорта необходимо принимать все меры предосторожности, чтобы не повредить систему управления.
Блок управления, контроля и регулировки.
Управление механическим прессом сводится к управлению работой моторов. Эти действия могут проще всего осуществляться посредством системы переключателей для запуска и остановки моторов при определенных условиях (наличие предохранителей, реле и т. п.). Необходимо также предусматривать прекращение работы (например, между переключением с переднего хода на задний) и требования безопасности при остановке (конец хода плит, избыток давления).
Наконец, на всех современных прессах применяются в большей или меньшей степени элементы автоматизации. Речь идет об электромеханическом комплексе или, как это представляется теперь, скорее всего, о комплексе электронного управления, обеспечивающем прием нескольких видов информации: информации, получаемой извне, которую оператор выдает вручную или же посредством заданной программы; информации, включенной в сервомеханизмы и определяемой конструктором; информации, поступающей изнутри, т. е. непосредственно от машины или продукта; наконец, информации о ходе процесса, вырабатываемой машиной.
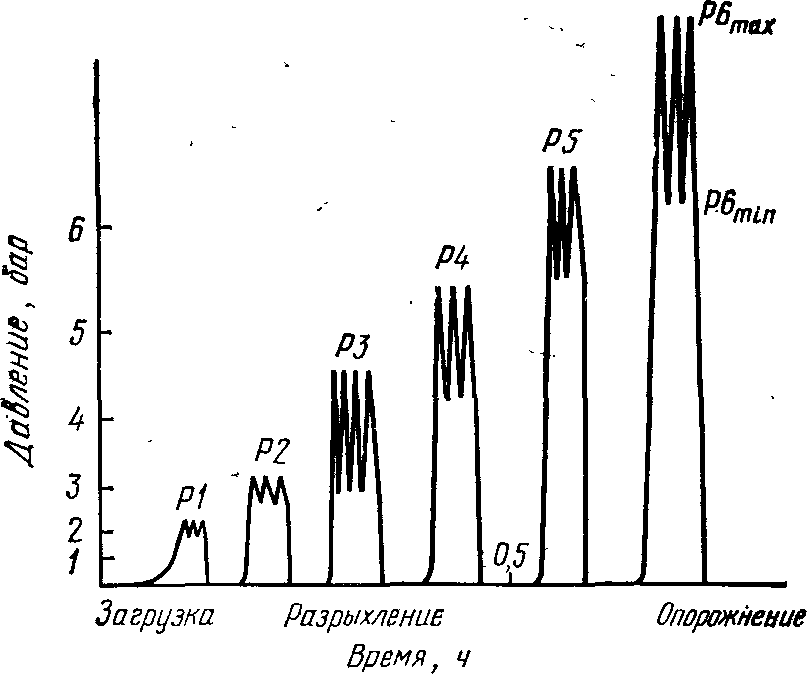
Рис. 14.5. Примерный цикл прессования на механическом прессе горизонтального типа (22VT) с прогрессивно возрастающими ступенями давления. Пики кривой соответствуют моментам повышенного давления р.
Природа информаций.
Информации, получаемые извне (рис. 14.5). Данные этой информации относятся к следующему:
числу давлений, другими словами, циклов возвратно-поступательного движения плит, которые подлежат реализации с разрыхлением выжимки.
числу сверхдавлений (также называемых выдержкой давления, это фазы возобновления давления без разрыхления выжимки) при каждом прессовании, предназначенных для извлечения максимума сока на каждой ступени давления;
возрастающим уровням давления, которых нужно последовательно достигать и которые не всегда указываются конструктором;
скоростям движения прессующих плит: скорость замедленная — скорость большая. Использование двух скоростей позволяет уменьшить непроизводительное время и более рационально использовать прессы. Дело в том, что с точки зрения энологии интенсивное рыхление выжимки вызывает разрыв гребней и кожицы и тем самым обогащение сусла нежелательными веществами;
действию винта корзины, так как на прессах с винтом, вращающимся в направлении, противоположном движению корзины, этим ускоряется перемещение прессующих плит;
ограничению рыхления, с тем чтобы возможно меньше перемалывать продукт;
к положениям автоматического селектора для отбора сусел, которые изменяются в период с начала до конца экстракции.
Все эти элементы должны быть изменяемыми, чтобы их можно было выбирать в зависимости от природы винограда, предварительной физической обработки его (дробленый, целый, отделенный от гребней и т. д.), от качества сусел и степени осушения мезги.
Информации, включенные в сервомеханизмы управления. Данные этой информации относятся к следующему:
максимальному давлению начиная с первого цикла и к рабочим давлениям последовательных режимов, установленным заранее до 600—800 кПа;
верхним пределам давлений при включении сверхдавлений, связанных с максимальным объявленным давлением;
фиксированной задержке давления по времени;
скоростям хода;
автоматическому изменению скорости без использования реле давления, например, гидравлическим дисконтактором;
ограничению обратного хода прессующих плит. Например, продолжительность отхода является функцией объявленного плато давлений;
к устройству для автоматического включения в случае прекращения подачи тока (пуск заново в точке первоначальной остановки);
остановке корзины дверцами вверх.
Информации, поступающие от блока экстракции или продукта. Данные этой информации относятся к следующему:
давлению в массе прессуемого винограда;
положению плит и остановкам во время возвратного хода.
Информация о ходе прессования, вырабатываемая самой машиной. Этот вид информации появился в самое последнее время. Пресс модулирует базовую программу, которая к нему поступает на основе данных, получаемых «изнутри». Например, сервомеханизм (следящая система) определяет продолжительность обратного хода плит во время разрыхления выжимки в зависимости от переднего хода плит или в зависимости от порядка циклов; он определяет число сверхдавлений, которые следует произвести в зависимости от дебита стекания, фактически от давления, обусловливающего этот дебит. И когда последний опускается ниже определенного уровня (в частности, когда время понижения давления слишком велико), разрыхление выжимки становится управляемым: пресс сам следит за своей работой по экстракции сока.
Информации, поступающие извне. Эти информации вводятся кнопками управления (или программатором), находящимися на панели управления в передней части пресса или на специальном пульте дистанционного управления, связанном с агрегатом электрическим кабелем. Простейшими программирующими устройствами являются регуляторы циклов прессующих плит и регуляторы сверхдавлений, связанные с регуляторами выдержки времени. Это устройства частичного программирования, которыми снабжали первые полуавтоматические и автоматические системы. Дисковые программирующие устройства, используемые с 1963 г., были первым усовершенствованием автоматических систем. Совсем недавно конструкторы применили электронные программаторы, которые вскоре будут приняты и другими фирмами. Они заменяют дисковые программаторы и исключают какую бы то ни было регулировку.
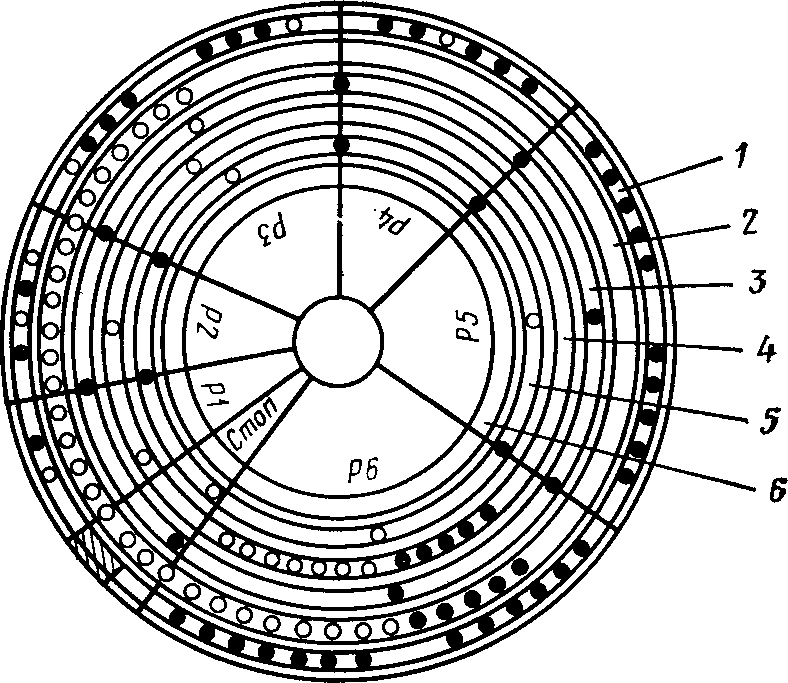
Рис. 14.6. Схема дискового программирующего устройства:
дорожки, перфорации и выступы (черные кружки); 1—6 — дорожки № 1—6.
Дисковое программирующее устройство включает прежде всего диск с концентрическими дорожками, каждая из которых связана с какой-то одной функцией, например давлением, прессованием, сверхдавлением, разрыхлением (рис. 14.6). На каждой дорожке имеются съемные перемещаемые бобышки, связанные с электрическими микроконтакторами, управляющие различными сериями команд для каждой функции. Используя определенное число и положение бобышек, определяют программу рабочего цикла пресса. В течение одного такого цикла диск совершает полный оборот. Он виден снаружи, для того чтобы можно было следить за ходом работы. Типовые программы обеспечиваются конструктором (заводом-изготовителем) для того, чтобы облегчить регулировку пресса в зависимости от перерабатываемого винограда.
Электронные программирующие устройства представляют собой современные приборы, содержащие платину. Они имеют электронные компоненты и печатную схему, объединяющую блок автоматического управления. Преимущества таких систем заключаются: в возможности получения большей модуляции, чем в предыдущих системах, например автоматическое определение числа давлений в зависимости от хода экстрагирования; в быстром выборе программы. Пользуясь всего одной кнопкой, можно выбирать одну из 4 программ, некоторые элементы которых заданы предварительно (число рыхлений), и заменять перфокарты для каждой программы; в более простых приемах работы оператора, чем на дисковом программирующем устройстве, которое нужно уметь точно регулировать в зависимости от винограда; в быстром демонтаже и установке новых элементов в случае аварии.
Такие сервомеханизмы также обладали бы большей надежностью в отношении условий работы (толчки, атмосферные условия).
Информации, вводимые конструктором. Они передаются прежде всего реле давления электронными и гидравлическими контакторами, замедлителями, электронными компонентами.
Информации внутреннего происхождения. Давление может быть зафиксировано различными способами: а) покрытым резиной клапаном, закрепленным внутри плиты заподлицо с рабочей поверхностью и регистрирующим давление, оказываемое на виноград. Информация о давлении передается посредством жидкости через вращающийся гидравлический коллектор к системе автоматического управления, состоящей из блока ручных электрических контакторов, который регулирует сжатие пресса (ход, остановка), а также изменения скорости в зависимости от давления; б) варьированием крутящего момента, регистрируемым гидравлическим домкратом, который находится вне корзины, в блоке механических трансмиссий; в) непосредственным восприятием давления рабочей жидкости на плиту во время сжатия (в некоторых аппаратах).
Окончание пробега плит обычно обеспечивается тягами, действующими непосредственно на контактор-выключатель. Некоторые конструкторы устанавливают двойную систему предохранителей, чтобы избежать поломки прессов. Положение плит может также отмечаться механическим моделирующим устройством, в котором гайка перемещается по винту, воспроизводя на валу положение плит в корзине. Эта гайка действует на контакторы вместо плиты.
В заключение можно констатировать, что горизонтальные прессы были значительно усовершенствованы с целью улучшения качества получаемых продуктов, условий работы персонала и увеличения производительности как персонала, так и оборудования.
Блок раздельного сбора сусел, вин и выжимки из горизонтальных механических прессов.
Устройства для сбора сусел и вин. В настоящее время промышленность поставляет платформы из стали с защитным покрытием, из нержавеющей стали или из армированных полиэфирных смол, которые должны примыкать с возможно меньшим просветом к корзине пресса. Этот прием гораздо предпочтительнее, чем стекание сусла на бетонированный пол (чистота, отсутствие аэрации). Предлагают различные типы платформ: а) подвешенная опрокидывающаяся платформа, которая обеспечивает также и разгрузку выжимки. Эта конструкция широко применяется для стационарных прессов; б) платформа на полу, на колесиках, независимая от пресса. Платформы такого типа чаще применяют в сочетании с передвижными прессами при производстве красных вин. Иногда виноделы используют такие платформы для транспортировки выжимки, чего, по мнению авторов, делать не следует; в) платформа выдвижная с боковым выпуском собранного продукта применяется для стационарных прессов, когда нельзя использовать два других способа; г) блок приема сока и выжимок, разделяющий эти продукты, более автоматизированный, чем указанное выше оборудование.
Устройства для отбора сусел и вин. Рекомендуется, иногда это обязательное правило (шампанский метод), разделять сок от разных давлений. На горизонтальных прессах для производства белых сухих вин обычно объединяют сусло от трех первых отжимов (Π1, П2, П3), что составляет 85—90% общего количества сока, и отделяют от них сусло последних давлений. Кроме того, полезно разделять также сусло, получаемое на различных прессах. Поэтому нужно заранее предусматривать пути для стока и распределения сока в емкости.
Органы разделения. Они находятся между платформой пресса и приемными емкостями. Это переносный шланг, телескопическая труба, через которую можно подавать сок в несколько емкостей, ротационный распределитель с ручным или автоматическим управлением, набор вентилей (клапанов) и т. п.
Резервуары для приема сусел и вин. Это промежуточные емкости, в которые сок или вина поступают сразу же после извлечения и всегда самотеком. В качестве конструкционного материала обычно используют железобетон, но подходят и любые другие материалы, применяемые в виноделии. Эти емкости могут быть стационарными (общий случай) или подвижными.
Сита. В виноделии, во всяком случае в производстве белых вин, между дном пресса и приемными емкостями устанавливают одно или два сита для задерживания крупных твердых частиц (семена, обрывки гребней и кожицы и др,). Для этого применяют различные приспособления. Самые простые состоят из корзин или перфорированных емкостей, закрепленных на верхней кромке приемных резервуаров. Применяют также сита из стекловолокна, устанавливаемые под корзинами горизонтальных прессов, жесткие перфорированные рамки и т. п. Наконец, существуют аппараты с непрерывной механической очисткой сит от забивания, которые применяют на крупных установках (рис. 14.7, 14.8).
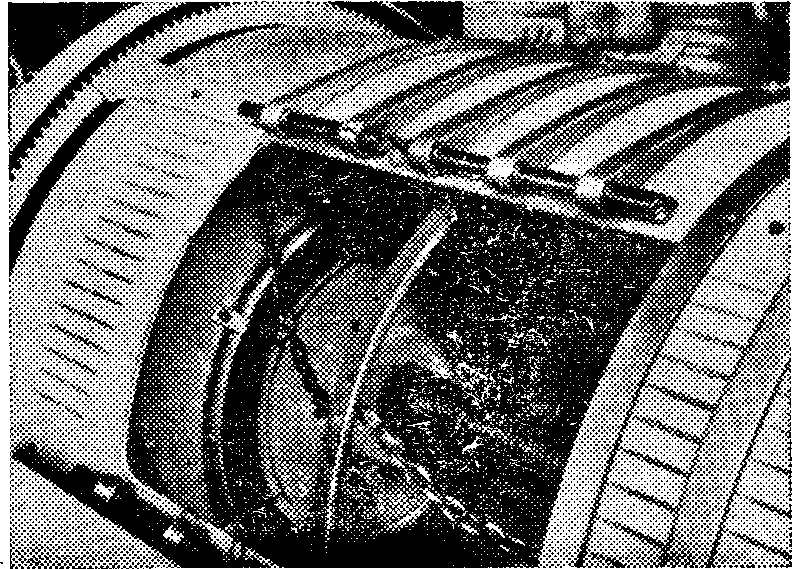
Рис. 14.7. Контроль давления в горизонтальном прессе посредством манометрического клапана.
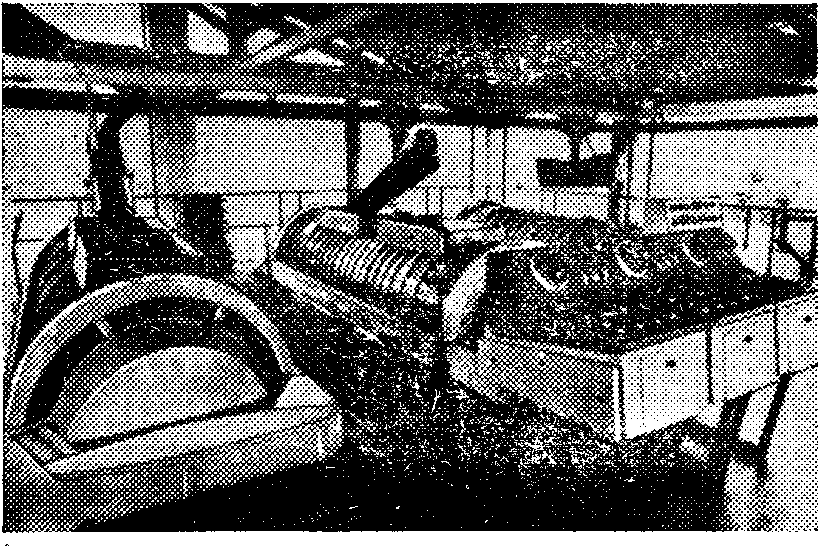
Рис. 14.8. Прессовое отделение на частном винзаводе, оборудованное горизонтальными прессами.
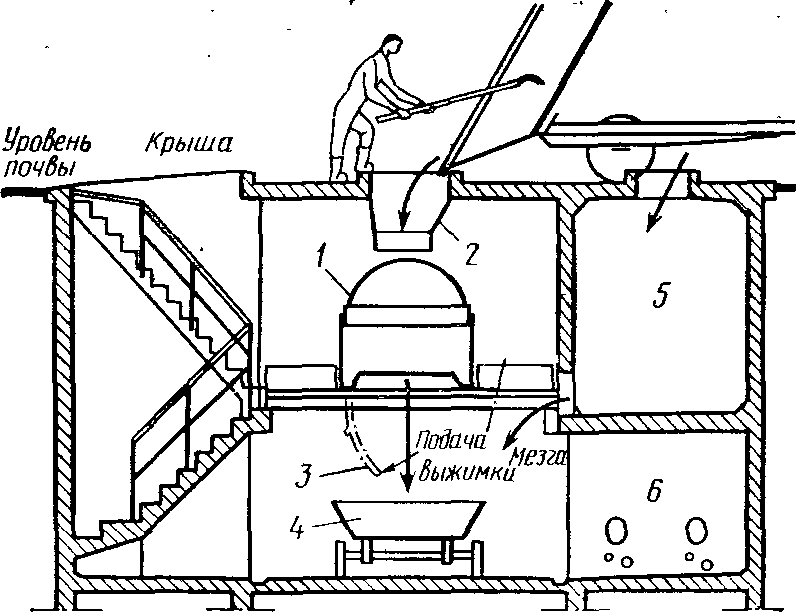
Рис. 14.9. Пример использования гравитационного принципа для виноделия по белому и по красному способам на частном винзаводе. Площадка завода расположена на скате, обеспечивающем доступ транспорта непосредственно к установке на верхнем и на нижнем уровне:
1 — пресс; 2 — бункер; 3 — крышка люка; 4 — тележка для мезги и выжимки; 5 — емкость для брожения; 6 — емкость для отстаивания сусла.
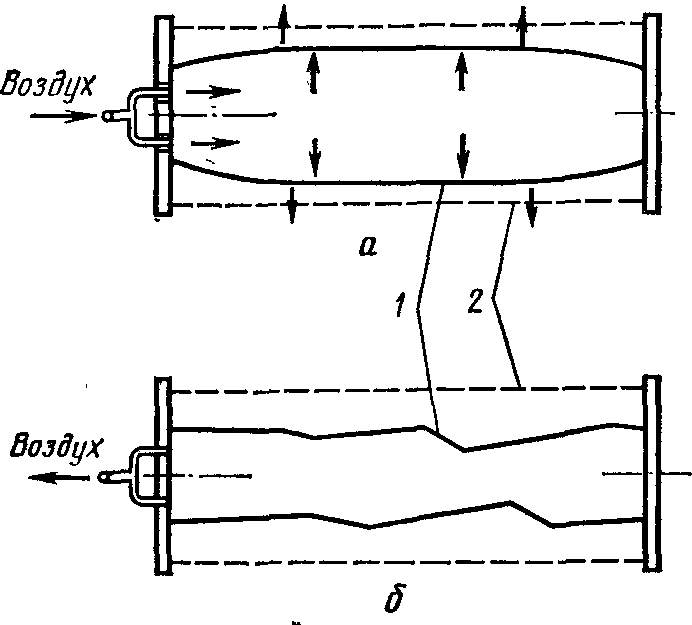
Рис. 14.10. Схема пневматических прессов горизонтального типа:
а — фаза сжатия; б — фаза снятия давления; 1 — резиновая камера; 2 — корзина.
Приспособления для сбора выжимок. Существует много типов такого оборудования. Выбор того или иного устройства связан с возможностью его установки, способом сбора сока, с возможной степенью механизации и т. д. Выжимку собирают на горизонтальный или наклонный цементный пол (вручную) или в неподвижно установленный лоток со шнеком или с подвижным дном для удаления выжимки в продольном направлении или вбок, в подвижный кузов или в контейнеры, как путем всасываний (пневматическая подача), так и с использованием силы тяжести. На рис. 14.9 приведена схема бродильного отделения, расположенного на крутом склоне. Все приспособления для сбора выжимки должны быть надежными в работе, обеспечивать легкость очистки от загрязнения и иметь хорошую защиту от коррозии. Как и другие виды оборудования для перемещения внутри производственных помещений, такие устройства должны быть рентабельными, т. е. их стоимость должна быть, по меньшей мере, эквивалентной затратам на рабочую силу, которую они заменяют. В общем, нужно иметь в виду, что для перемещения попутных продуктов хорошо подходит аналогичное оборудование, применяемое в сельском хозяйстве и в промышленности, хорошо защищенное от коррозии и легко моющееся (ленточные транспортеры, шнеки, ковшовые элеваторы). Это оборудование часто бывает дешевле, чем аналогичное чисто винодельческое оборудование.